


基于西门子 PLC 的新型称重配料控制器的研发过程和技术特性,主 要有 S7-200 PLC、智能称重接线盒、触摸屏及专用电路组成,在化工、制药、食品等领域有广阔的应用发展前景。
关键词:称重、配料、控制器、PLC、智能接线盒、人机界面。
工业电子称重是近年来刚刚兴起的一门新兴技术,它是从计量用衡器基础上发展而来,普通计量用衡器主要是示值显示,而工业称重一般直接参与控制,对精度和稳定性的要求 都很高,精度和稳定性直接决定产品的质量。目前代表性的产品是梅特勒-托利多的 PANTHER 系列和志美的 CB920 以及众多国产品牌控制仪表等,由于发展时间比较短,应用还不是很成熟,现有产品大多根据特定用户对象的需求而设计,最多的是控制功能比较 简单的包装行业,在应用领域上有一定的局限性。主要体现在组成控制系统时信号处理和 传递方式各不相同,有些产品为方便系统互连,往往经过多次信号转换,牺牲了最关键的 精度指标。
常规组合方案主要有以下几种:
1、方案一:采用带模拟电流输出的称重计量仪表:仪表直接接受传感器信号,仪表可指示 重量、并将重量值转换成 4~20mA 信号输出至 DCS 或 PLC 信号模块,由 DCS 或 PLC 再 将 4~20mA 信号转换成重量值,并由 DCS 或 PLC 进行控制,组成控制方案复杂。
缺点:由于信号经过仪表和 DCS 两次转换,误差会大大增加;而且校秤时称重仪表和 DCS 要单独进行校准,必须进行两次;仪表和 DCS 数值不统一,容易引起误导。
2、方案二:采用带通讯输出的称重计量仪表:仪表直接接受传感器信号,仪表可指示重量、并将重量值采用数字信号经通讯接口传输至 DCS 或 PLC 信号模块,由 DCS 或 PLC 显示 重量值,并由 DCS 或 PLC 进行控制。该方案可有效避免仪表和 DCS 显示值不统一的问题,校秤时仅校称重仪表即可。
缺点:由于信号经过仪表和 DCS 进行通讯传输,误差不会增加,但计量仪表和 DCS 的通讯处理比较复杂,需要专门的驱动程序。现有称重仪表的通讯稳定性普遍不好,通讯中断 或超时频率较高、会影响控制功能。
3、方案三:采用带通讯输出的称重控制仪表:仪表直接接受传感器信号,仪表可指示重量、并将重量值采用数字信号经通讯接口传输至 DCS 或 PLC 信号模块,由 DCS 或 PLC 显示 重量值,该方案与方案二近似,差别是由仪表进行控制,DCS 仅作数据指示,控制风险较 小。该方案可有效避免仪表和 DCS 显示值不统一的问题,校秤时仅校称重仪表即可。
缺点:这个方案在目前应用较多,由于信号经过仪表和 DCS 进行通讯传输,误差不会增加,但计量仪表和 DCS 的通讯处理比较复杂,需要专门的驱动程序。一般仪表的通讯稳定性不好,通讯中断不会影响控制功能,但会影响数据显示。该类称重仪表仅能进行简单的定量 控制,而且外围电路比较复杂,需要专门设计驱动电路、手自动切换电路,另外还有几个 致命的缺陷就是暂停、配料过程中间退出和驱动机泵比较复杂,通过计算机设置配料参数 时会影响正常的控制功能,仪表许多二级设置参数不能在计算机是哪个修改。
4、方案四:采用带模拟电流输出的重量变送器:变送器直接接受传感器信号,但不能现场 指示重量,只将重量值转换成 4~20mA 信号输出至 DCS 或 PLC 信号模块,由 DCS 或 PLC 再将 4~20mA 信号转换成重量值,并由 DCS 或 PLC 进行控制。
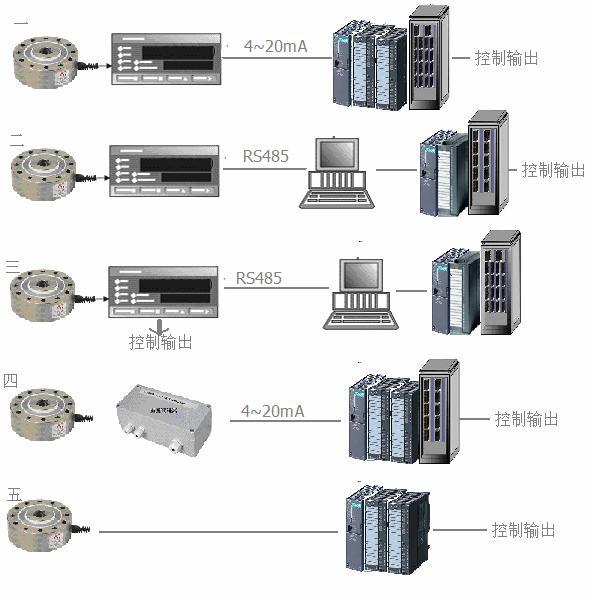
缺点:由于信号 经过变送仪表和 DCS 两次转换,误差会大大增加; 而且校秤时要先 调变送器,然后在 DCS 上进行校准。
5、方案五:采用西门子等知名公 司的专用重量模 块,可以克服上述 方案存在的信号 传输、校准等问 题。
缺点:造价高;没有成型产品,用户必须具有程序开发能力,有一定的 局限性。
近年来,由于 长期从事精细化工的自动化控制工作,在工业称重应用中,以上几种控制方案在工程中都 有应用,积累了丰富的工程经验。先后使用过托利多称重变送器、托利多 T600 控制仪、志美 CB920 控制器及国产多个知名品牌设备,均存在这样和那样的问题,集中反映在以下方面:
- 控制精度难以控制;
- 通讯互连互通问题最难解决,与现有 PLC\DCS 接驳困难。早期产品通讯功能较差,许多参数无法在线修改,修改设置会中断生产;通讯中断频率高;
- 人机界面简单,信息量较小,普通工人很难掌握;
- 校准程序复杂,个别甚至必须进行两次校准;
- 控制程序比较简单,现有产品大多适用于定量包装行业,对于比较复杂的工艺,如化工配料,需要同步控制机泵和阀门,同时需要手自切换、临时中断、随即添 加等,在现有控制器上都无法实现。
为此我们组织技术人员,设计开发了新型的称重配料控制系统,选用西门子 200 系列 PLC 和液晶显示器,配合自行研发的智能数字称重接线盒进行测量和控制。

该方案核心是采用智能数字接线盒进行称重数据的高速高精度 A\D 转换,将毫伏信号 直接转换成数字信号,采用工业串行通讯协议 RS485 标准将信号传输至 PLC,由 PLC 进 行数据处理、计算和控制,并在需要时将信号传输至 DCS 系统进行数据监控。
该方案有以下优点:
- 采用数字接线盒进行一次性信号转换,可达到 200000 字\mV 的分辨率,大大提高了测量精度;
- 一台称重控制器最多可同时显示控制四台秤(每台秤使用一个数字接线盒),可大大降 低设备成本;
- 采用性能稳定的 PLC 进行数据处理和控制,由于 PLC 接受的是通讯信号,不再进行信 号转换,不会增加额外误差;PLC 直接进行控制可降低设备故障风险,DCS 进行监控和数据管理,真正达到了分散控制、集中管理的原则;
- 由于 PLC 选用西门子 200 系列兼容产品,支持 PPI、MPI、Profibus、Modbus、以太网等通讯协议,与现有 DCS 系统和 PLC 系统兼容性好,不需专门开发驱动程序,调试简单而且通讯稳定,通讯故障率低;
- 采用液晶显示器进行信息显示,可直接显示中文信息和工艺流程图,比一般数码管式 的称重仪表更方便,而且信息量大,除测量参数外,还可以指示操作模式、运行状态、设备状态等信息;配用触摸显示屏还可显示动画,使操作界面更加直观;
- 可预存多套配方,操作人员可方便调用。针对化工生产专门设计的随机添料功能,适 合化工配料中不合格品处理时的临时定量添料。
- 校准方便,即可从现场校准,又可从 DCS 上进行校准,二者任选其一。这是以往系统配套中难以克服的弱点;
- 配好的物料可受控转向不同的目标容器,多个工序使用相同物料时可以共用一套配料 系统;
- 专用触摸按键操作面板和专用接线模组,可直接驱动电磁阀,可靠性高且维修更换方 便,比一般开关按钮和分立继电器更适合化工腐蚀环境;
- 全部二级设置参数均可在计算机上远程修改,而且修改参数不会中断配料过程;
- 针对不同工艺的成熟控制程序包,用户可根据需要选择,并可根据用户特殊需求开发 特殊控制功能,熟悉西门子编程的用户也可自行进行功能扩展;
- 从经济性上讲,该方案造价低于进口称重控制仪表或进口称重变送器造价,与国产称重控制仪表持平。
常用操作功能
- 操作模式:装卸联动、定量配方装料、定量配方卸料、随机定量装料、随机定量卸料、手动操作、配方选择、设备 闲置。
- 运行状态指示:正在装料、正在卸料、装料暂停、卸料暂停、强制中断、配料完成、配料超差、超差检查、延时卸料、装完待卸、闲置
- 设备状态指示:欠载、超载、动态(秤不稳定)、故障 1(传感器通讯故障)、故障 2(泵启动故障)
- 远程监控的通讯参数:所有重量参数、配料参数、内部参数和运行状态均可按权限在线读写,可使用计算机进行远程监控操作。
- 过冲量自动补偿功能
- 远程校准功能
- 用户需要的其它逻辑控制
应用案例
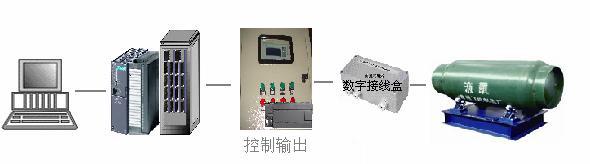
一拖一液氯钢瓶充装控制器:
一拖六液体配料控制器和同时配四种物料、并由多个出口的配料控制器:
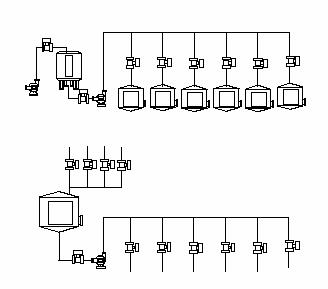
一拖四液氯钢瓶充装控制器:

术语解释
装卸联动:启动后自动向中间容器内装料,装料目标值以当前选定的配方为准,本次实际装入物料重量 等于目标值后先进行超差检查,然后停顿预定的时间,再自动向下一容器卸料,卸料量目标值与装料目 标值相同,本次实际卸出物料重量等于目标值时自动停止并进行超差检查。
定量装料:启动后自动向中间容器内装料,装料目标值以当前选定的配方为准,本次实际装入物料重量等于目标值后自动停止并进行超差检查。 定量卸料:启动后自动从中间容器向下一容器卸料,卸料量目标值以当前选定的配方为准,本次实际卸 出物料重量等于目标值时自动停止并进行超差检查。 随机装料:启动后自动向中间容器内装料,装料目标值以当前设定的临时目标量为准,本次实际装入物 料重量等于临时目标值后自动停止并进行超差检查。在本模式下,按<增加>和<减少>键即可直接调整临时目标量的数值,而且不会改变预置的配方目标量。在将模式选择改到“装卸联动”“定量装料”“定 量卸料”后,目标量仍为原来选定的配方数值。 随机卸料:启动后自动从中间容器向下一容器卸料,卸料目标值以当前设定的临时目标量为准,本次实 际卸出物料重量等于临时目标值后自动停止并进行超差检查。在本模式下,按<增加>和<减少>键即可直接调整临时目标量的数值,而且不会改变预置的配方目标量。在将模式选择改到“装卸联动”“定量 装料”“定量卸料”后,目标量仍为原来选定的配方数值。
注意:以上五种配料方式均为自动配料,即启动后将自动根据预定程序开启或关闭相应阀门和机泵。 配料量均不管中间容器内原有物料的数量,在此基础上装入目标量或卸出目标量。
手动操作:在本模式下,可通过按键直接开关阀门和机泵。
装料暂停:装料过程中人为按下<启动\暂停>或<急停>(或远程命令),配料过程被暂停,再次按下<启 动\暂停>或释放<急停>(或远程命令)可继续执行刚才的配料过程。 卸料暂停:卸料过程中人为按下<启动\暂停>或<急停>(或远程命令),配料过程被暂停,再次按下<启 动\暂停>或释放<急停>(或远程命令)可继续执行刚才的配料过程。 装完待卸:装卸联动模式下装料完成延时过程中人为按下<启动\暂停>或<急停>(或远程命令),配料过 程被暂停,再次按下<启动\暂停>或释放<急停>(或远程命令),将开始卸料。
配料完成:自动装料或卸料过程完成且配料量符合预定范围。 配料超差:自动装料或卸料过程完成且配料量超过预定范围。 强制中断:自动配料过程中人为按下<中断\退出>键(或远程命令),配料过程被人为中断退回初始状态。
延时放料:装料完成后的等候卸料时间。
过冲量: 关断动作执行过程中多加的物料重量。
显示画面说明
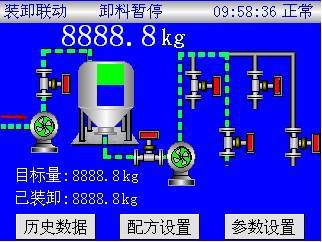
1、首页:
上部显示有三个参数,分别为操作模式、运行状 态和设备状态。画面正中显示的实时毛重,下部显示 有目标量和已装卸量。
- 操作模式包括:设备闲置、装卸联动、定量 装料、定量卸料、随机装料、随机卸料、手动操作和配方选择。
- 运行状态包括:正在装料、正在卸料、装料 暂停、卸料暂停、强制中断、配料完成、配 料超差、超差检查、延时放料和装完待卸。
- 设备状态包括:正常、动态、故障 1、故障 2,欠载和超载。

2、配方设置:按框内数值,可设置参数,设置完成后按返回退出。
3、历史数据管理:有历史装卸数值,可查看最近前
四次实际装卸重量和目标量的差值,数值为正数 为实际装卸重量较目标值多装的重量,数值为负