一、检测原因
在传统瓶装生产线,瓶装产品的生产批号、生产日期、有效期等标示由喷码机进行喷涂,但是避免不了有喷错、漏喷、标签漏贴、喷涂不清楚的情况;为了解决这种问题,通常是通过专人在生产线肉眼识别的方式 进行错误的剔除,这样大大的增加了人工成本,由于人的疲劳等原因可能会出现漏检的情况,给产品质量等造成不必要的麻烦。
二、解决办法
通过传统的检测手段如光电色标等很难解决上述情况,随着视觉检测技术发展及软件算法技术的提高,可以通过视觉检测的办法代替人工检测。由于传统的视觉传感器检测这种非标准现场(速度快,标签每天都在变化等等的原因)并达不到检测的目的及效果,误检率可能较高。所以可采用工业摄像机加上位工控机针对于现场情况及检测物体对其进行有针对性的软件开发及编程从而解决检测问题。
三、检测过程
通过在生产线一侧安装高清工业相机搭配标准工业镜头进行实时的检测,当出现上述的各种非正常情况时,经过相机的识别及上位工控机运算处理,工控机将产生各种情况对应的报警信号,工控机通过RS232通讯将信号传送给下位机PLC,这时PLC通过程序控制进行信号输出控制继电器或者是报警器,从而驱动机械装置或者是高速气缸对不合格的产品进行剔除,同时报警器产生声音或灯光报警通知操作人员进行处理。
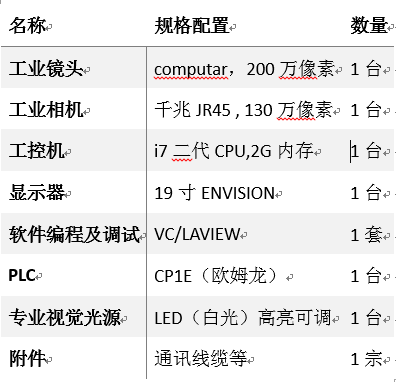
四、系统组成